")
")
")
")
")
Laser Hardening Technology
Harder as ever seen.
Surface hardening (also called laser beam hardening) is carried out by a high- performance diode laser and currently finds increasing significance in industrial production, mechanical engineering and tool construction.
Energy in the course of the process is supplied directly to the surface of the component. The incontestable advantage is its limited sphere of influence:
Just the upper zone of material starts to glow for a moment, thus homogenizing the carbon distribution, immediately followed by heat dissipation through the workpiece itself. Self-quenching freezes the hardening structure.
The method does not only convince by outstanding hardness results, but also by ease of use. Additional media like water, oil or compressed air are no more necessary to obtain the desired effect. The method is fit for all materials admitted for flame or inductive hardening.

Benefits
- Thanks to low warping, rework cost can be neglected or is even absent
- Process chain is shortened, as hardening can be carried out after completion of treatment
- Lowest risk concerning cracking
- Zones subjected to wear can be localized and hardened precisely, taking into consideration the contour
- Penetration depth depends on material and amounts to 1.5 mm max., in contrast to nitration
- Highly flexible, process is adequate for just-in-time delivery
This method is particular suitable for components featuring a surface subjected to a load acting on local spots:
- Bend radii and particular areas of castings
- Forming and cutting tools
- Closing edges of dies
- Impellers and gears
- Spindle, shaft and worm drives
- Guiding devices and stop faces
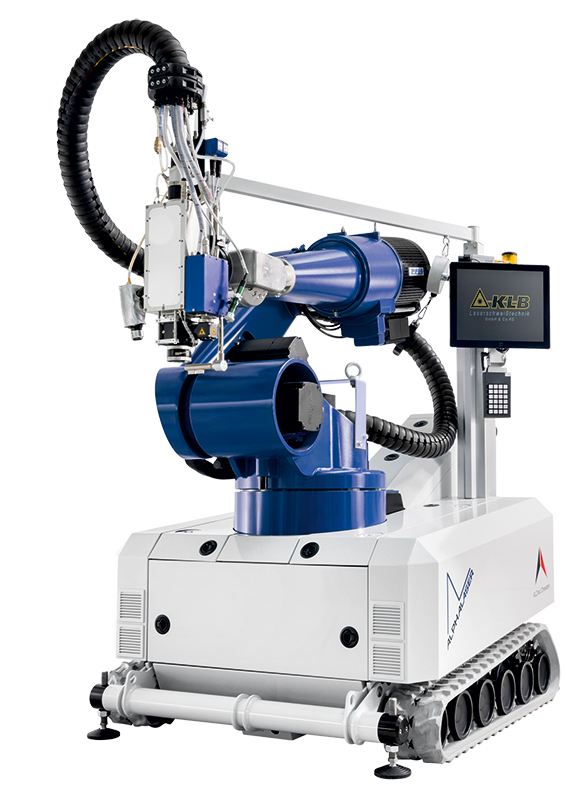
Mobile on site: Our AL-ROCK unit
Whenever needed, our mobile AL-ROCK laser unit is ready to harden large machine components or extremely heavy tools directly on site. Forget about removal and reinstallation of concerned items, no transport and logistics are required. Longer interruptions are no more necessary, the components will be available again immediately.





Features of AL-ROCK system:
- Mobile system: Mobile laser hardening directly at the site of the client.
- Offset Zoom: The process trace can be variably adjusted between 5 and 30 mm.
- Temperature supervision by IR: Highest process safety also at cutting edges – heat supply can precisely be controlled.
- Turn-tilt-table: Maximum flexibility for 3D treatment by robot-guided laser.
- Double mirror system: Also shapes difficult to access can be hardened in a targeted procedure.
- Mabotic-Scan system: The area to be processed can be captured by scanner before initiating the treatment.
- Documentation: The entire temperature and power variation can be appended as PDF log.
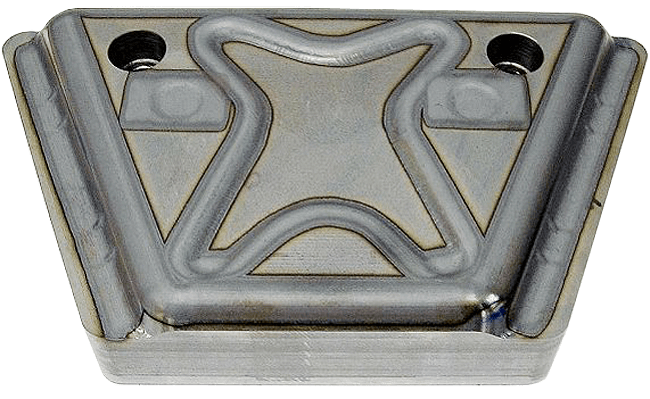
Tool and Mold Making
Laser hardening. Polishing. Ready!
Laser hardening meanwhile has become a usual process in daily life of tool makers. By this method, we protect bend radii, cut edges and large surfaces against wearing.
It is a huge advantage of the process -in contrast to other possibilities-, that laser hardened tools can be manufactured directly to finished size. No further production cost is required after hardening, since machining in hardened state can be omitted. This shortens the production process as a whole. Furthermore, only the zones expected to suffer wear are involved, whereas the rest of the base material remains soft and maintains its tenacity. This way, the incidence of breaks for these items is considerably reduced.
For repair welding of these tools, we can directly start the build-up welding process without preheating usually required for through-hardened objects. The tools can be welded directly below the press, without removal and reinstallation.
Whenever needed, our mobile laser hardening unit is ready to come to the customer, for treatment of large machine components or extremely heavy tools, directly on site. Removal and reinstallation of concerned items can be omitted, no transport and no logistics are required. Longer interruptions are no more necessary, the components are available again immediately.












Mechanical Engineering
Maximum hardness degree in motion.
Particularly for parts used in mechanical engineering, it is essential that only the positions subject to wear are hardened, without influence to the tenacity of the deeper zones and the rest of the base material.
By laser hardening, we reach a hardening depth of up to 1.5 mm, and the core remains soft. This fact lowers the risk of component break in the course of further use. The process can be focused on specific areas individually to be selected, from narrow traces up to large surfaces.
Even zones difficult to access remain within reach, as they can be laser hardened by specially developed deflection mirrors. Whether single components or series, we have many years of experience even with complicate workpieces.
If you do not find time to transport yourself your tools, molds, dies or series, make use of our collection and delivery service, otherwise our mobile service proves to be a comfortable solution.










Plastics Technology and Die Cast Aluminum
Reduction of wear thanks to laser hardening.
Numerous clients appreciate benefits of laser hardening:
Premature wearing of highly stressed areas like separating or sealing edges, control core tips or valve surfaces can be prevented by targeted laser hardening. As to objects used in presence of abrasive material, this treatment can be of enormous value. For many clients already, we have been able to increase the wear resistance of components in question, and thus extend their lifetime.
The wear of your molds is excessive?
Benefit from the experience of our specialists.
It is a common problem that prototype tools are manufactured only for a small number of pieces and do not meet the conditions for following orders or higher quantities of pieces. Laser hardening may offer the solution!
Since our mobile laser hardening unit is ready to come to the customer, flexibility is considerably increased, and setup time becomes negligible. These facts reduce cost and secure vital competitive edge.






Hot Forming
Hard shell, soft core.
Hot forming is often disturbed by cracks in the surface, which arise in the course of production, due to frequent temperature changes or corrosion. As this phenomenon affects tightness, production in corresponding situations must be interrupted. Qualified repair weld is recommended. For further information click here.
Laser hardening can provide remedy!
By targeted laser hardening, only the surface is treated – the core remains soft, so risk of cracks is significantly reduced. The hardening depth depends on material and amounts to up to 1.5 mm. After completion, coating of the surface of course is possible.
Laser hardening or Repair welding?
Up to you to extend the lifetime of your mold.








Forging Technology
Increase in production by up to 80%.
Due to fast crack initiation in particular contours, some forging dies cannot be repaired by hard facing or flood welding. Sufficient hardness in wear zones however would be necessary in zones subject to wear.
In the case of forging dies, the lifetime of the tools can considerably be extended by targeted laser hardening. Precise definition and localization of the relevant zones is essential – our technical team will provide valuable assistance. Some of our clients were able to increase their production by even 80%.
For deburring cuts, this technology is perfect as well:
Manufacture the blank. Perform laser hardening. Production can run.